Messtechnische Untersuchung von Lichtbogenschweißen
Thermographische Untersuchung des Schmelzbades im laufenden Prozess
Zusammenfassung
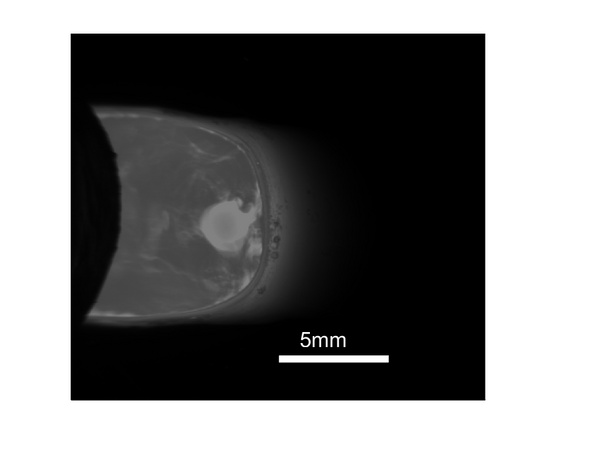
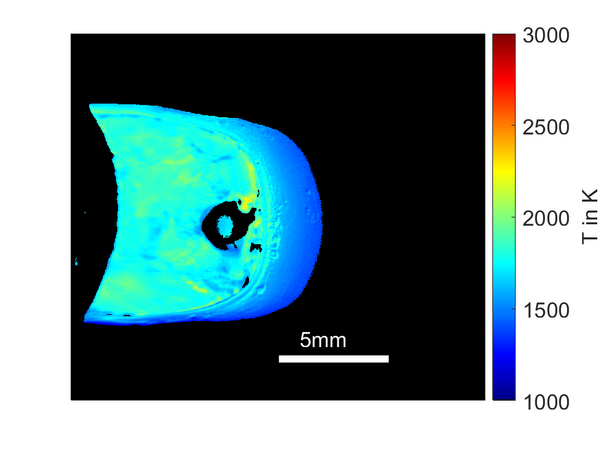
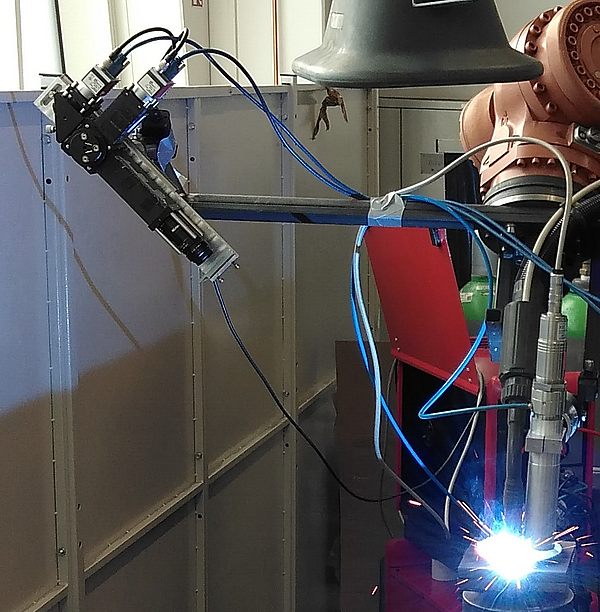
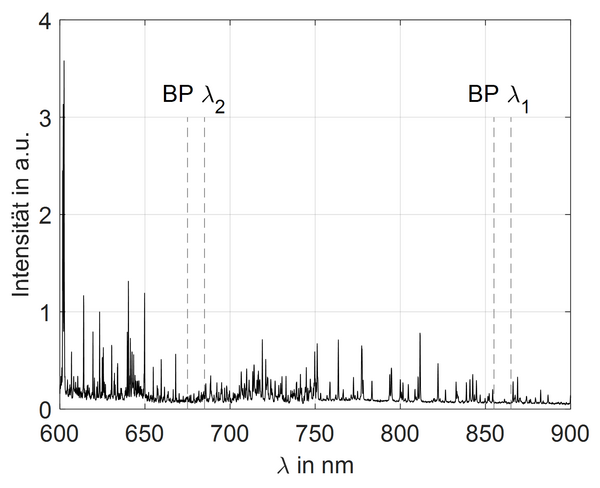
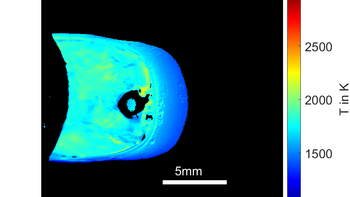
Bei additivem Lichtbogenschweißen (Wire Arc Additive Manufacturing - WAAM) hängt die Qualität des Materialauftrags von Prozessparametern wie der Schmelzbadtemperatur ab. Durch die zeitlich und räumlich aufgelöste Messung der Schmelzbadtemperatur können viele Eigenschaften eingestellt werden. Für eine Echtzeit-Prozessmessung muss die Temperatur des flüssigen Metalls durch den Lichtbogen gemessen werden. Das Messystem soll ermöglichen, dass die Temperatur berührungslos und mit hoher räumlicher Auflösung gemessen werden kann.
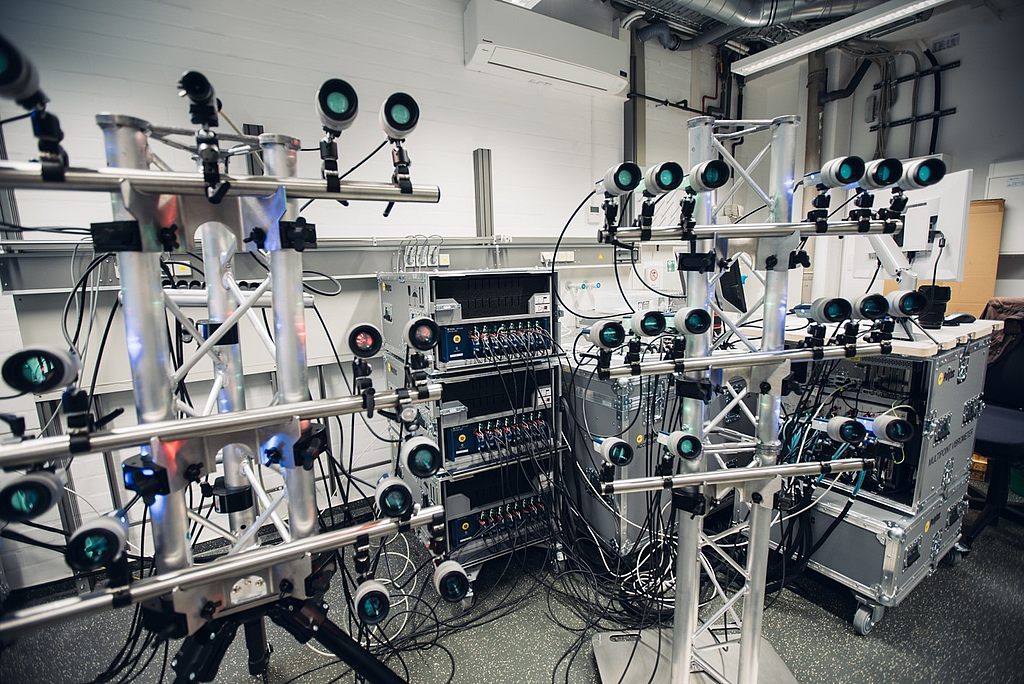
Dazu wurde am IEI ein Quotientenpyrometer erstellt, dass unempfindlich gegenüber der von dem Lichtbogen emittierten Strahlung ist. Die eigentliche Messung der Temperatur erfolgt über eine Bildverarbeitung in MATLAB.
Zudem gibt es Unteruschungen mittels Laser-Doppler-Vibrometrie um weitere Prozessparameter aufzunehmen.
Das gesammte Projekt erfolgt in Zusammenarbeit mit dem ISAF.
Momentane Teilprojekte
- Für eine direkte Regelung soll das Ergebnis sinnvoll auf wenige skalare Größen, wie die Gesamtfläche oder die Breite, reduziert werden.
- Voll- oder Teilautomatisierung der Einstellungen des Pyrometers, um das Einrichten am Schweißroboter zu vereinfachen.
- Definition von Einflussgrößen des Schweißprozesses auf das Plasma des Lichtbogens.
- Optimierung des Pyrometers, um einen größeren Temperaturbereich abzudecken. So soll auch die Zwischenlagentemperatur gemessen werden können.
Veröffentlichungen
A. Richter, M. Scheck, C. Bohn und C. Rembe:
Erfassung der Schmelzbadfläche mit Korrektur der Perspektive zur Prozessregelung eines Wire and Arc Additive Manufacturing
In: tm - Technisches Messen. 2022 - to be published . DOI: 10.1515/teme-2022-0009.
A. Richter, M. Scheck, T. Gehling, C. Bohn, V. Wesling und C. Rembe:
Erfassung geometrischer Daten des Schmelzbades zur Regelung eines WAAM-Prozesses
In: tm - Technisches Messen. Vol. 88, Issue s1, pp. 95-100, Aug. 2021. DOI: 10.1515/teme-2021-0072 .
A. Richter, T. Gehling, K. Treutler, V. Wesling, and C. Rembe:
Real-time measurement of temperature and volume of the weld pool in wire-arc additive manufacturing
In: Measurement: Sensors 17,2021,100060,ISSN 2665-9174. DOI: 10.1016/j.measen.2021.100060 .
A. Richter, C. Rembe, T. Gehling, K. Treutler and V. Wesling:
Real-time temperature measurement at wire arc additive welding
In: tm - Technisches Messen. Vol. 86, Issue s1, pp. 112-116, Aug. 2019.
DOI: 10.1515/teme-2019-0057 .
Wissenschaftlicher Mitarbeiter
Tel.: +49 5323 72-4967
E-Mail: richter@iei.tu-clausthal.de